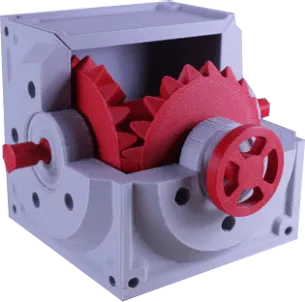
SLS 3D printing is the ideal solution for producing functional products with complex geometries. The technology has very few design constraints when compared to other 3D printing technologies and is also suitable for of batch manufacturing. The laser is aimed automatically at points in space defined by a 3d model, binding the material together to create a solid structure .The process begins by spreading an initial layer of powder over the build platform. The cross-section of the part is scanned and sintered by the laser, solidifying it. The build platform then drops down one layer thickness and a new layer of powder is applied. The process repeats until a solid part is produced.
The most common material for selective laser sintering is
nylon, a popular engineering thermoplastic with excellent
mechanical properties. Nylon is lightweight, strong, and
flexible, as well as stable against impact, chemicals, heat,
UV light, water, and dirt.
The combination of low cost per part, high productivity, and
established materials make SLS a popular choice among
engineers for functional prototyping, and a cost-effective
alternative to injection molding for limited-run or bridge
manufacturing.