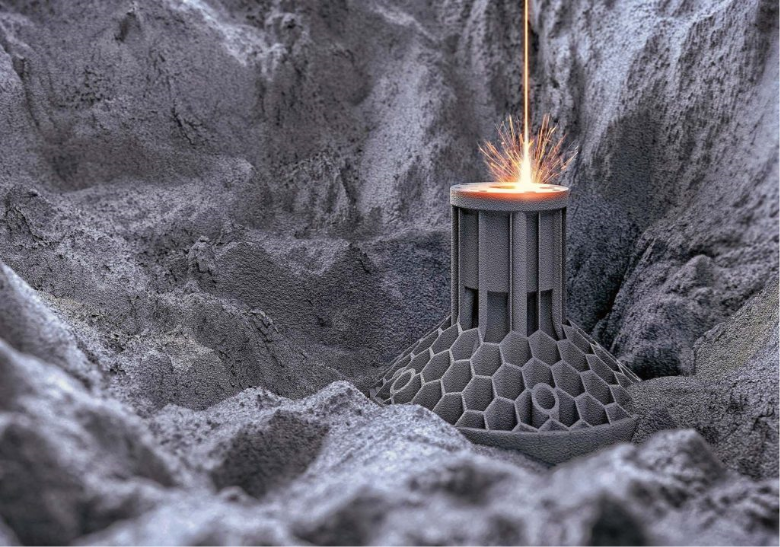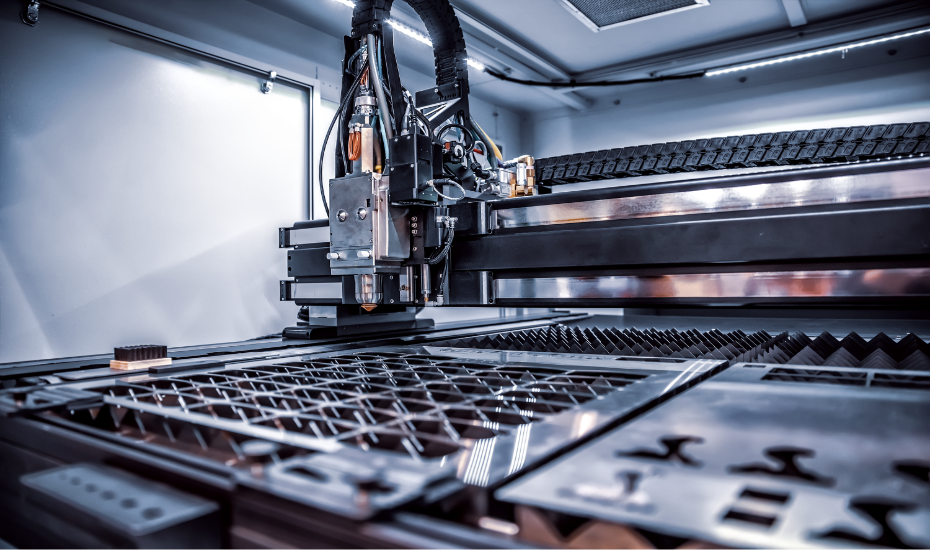
Metal laser sintering (DMLS), also called selective laser sintering (SLS), is a type of metal additive manufacturing or 3D printing. It’s used for both for rapid prototyping and mass production of metal parts.
The method is very similar to selective laser melting (SLM), also called direct metal laser melting (DMLM), but on a molecular level, the powder is only sintered (not melted) together. This results in parts that are more less porous than the melting method. The advantage to this is that you can easily print from alloys containing materials with different melting points. You can even combine metal and plastic materials. A good example is Alumide, which is a mixture of nylon powder + aluminum powder.
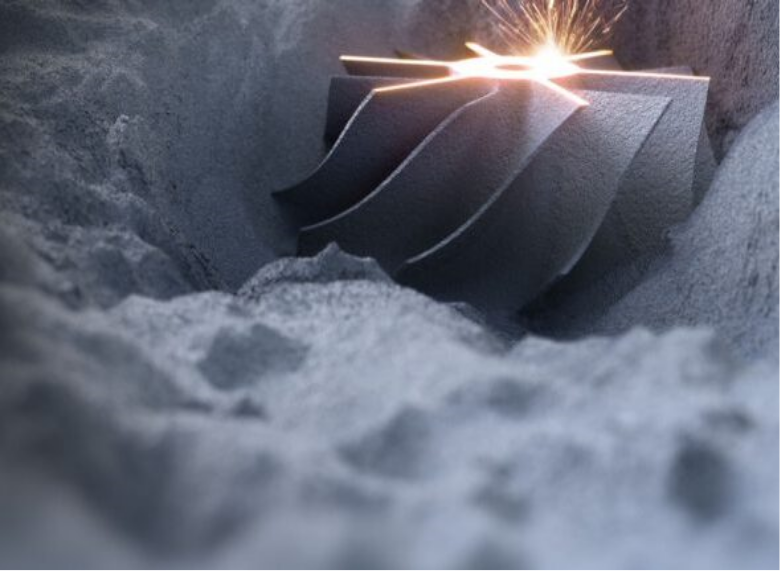
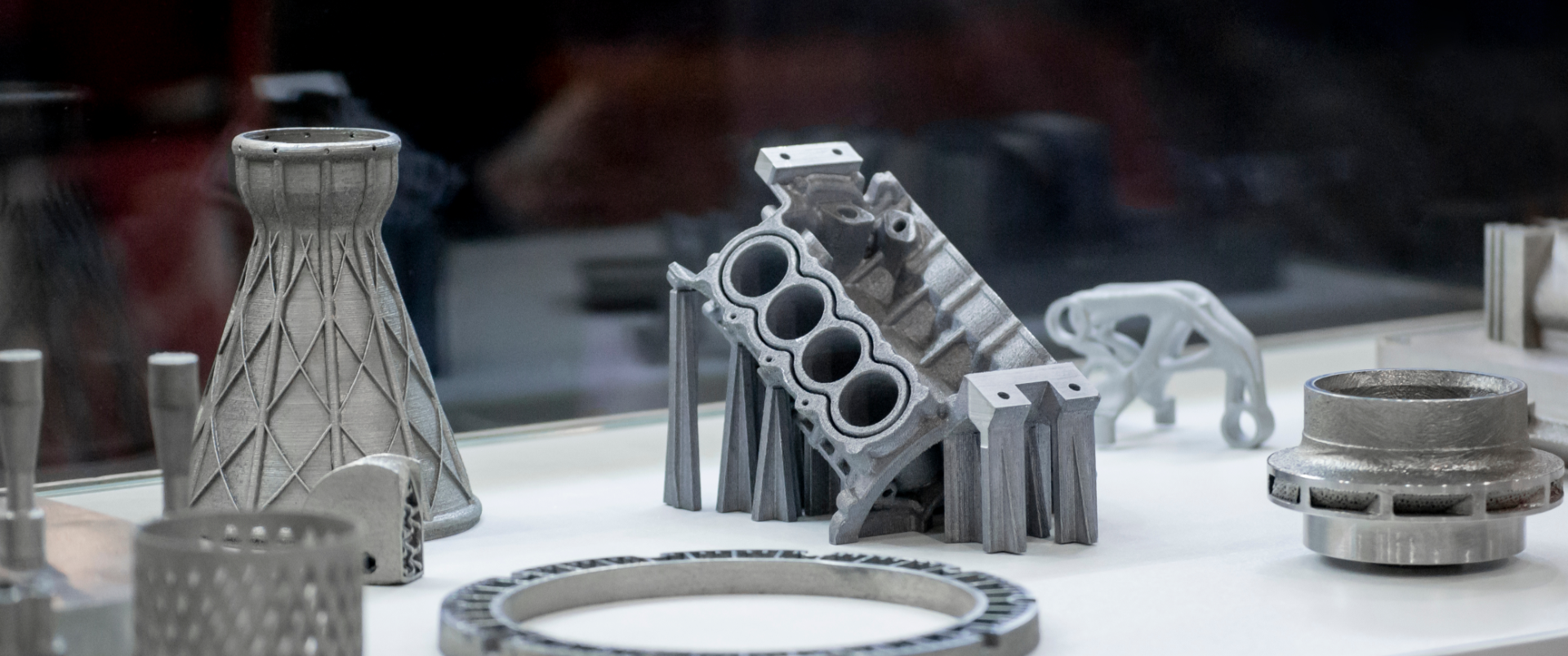
Direct metal laser sintering (DMLS), also called selective laser sintering (SLS), is a type of metal additive manufacturing or 3D printing. It’s used for both for rapid prototyping and mass production of metal parts.
The method is very similar to selective laser melting (SLM), also called direct metal laser melting (DMLM), but on a molecular level, the powder is only sintered (not melted) together. This results in parts that are more less porous than the melting method. The advantage to this is that you can easily print from alloys containing materials with different melting points. You can even combine metal and plastic materials. A good example is Alumide, which is a mixture of nylon powder + aluminum powder.

Thin-walled or large, flat surfaces should be reinforced with ribs or gussets, and holes surrounded with raised bosses wherever possible. Raised text and cosmetic part features smaller than 0.5mm might not survive secondary post-processing.
Check the design for manufacturability analysis that accompanies your part quote for details.
Wall thicknesses from 2.5 - 6.0 mm are ideal.
MJF does a great job with assemblies, living hinges, snap fits, and pin hinges.
As with any 3D printing process, MJF produces somestair-stepping on oblique angles.
Cosmetic surfaces should be clearly identified on the part drawing or digitally in the product manufacturing information (PMI), so Protolabs can attempt to orient the parts in the build chamber accordingly.
PA 12 Black is water and airproof without further treatment. It also has near isotropic mechanical properties.
Ultrasint™ TPU01 is flexible, durable, with tear and abrasion resistance. It also has high chemical resistance, impact resistance and high UV resistance. It is a great candidate for the automotive industry and sporting products.